Shrinkage of billet by cooling is approx. 3% but differs from steel grade.
Therefore, shrinking of billet for each steel grade should be applied in designing diameter.
In practical, the formula below is enough for deciding inside diameter.
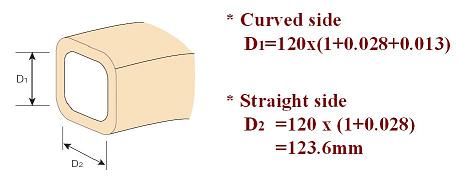
*Curved side D1= S + a + ß
*Straight side D2=S + a
D : Inside diameter at mould bottom
S : Billet size
a : Shrinkage of billet by cooling (2.8-2.9%)
ß : Reduction by straightening (1.0-1.5%)